製造現場において、「不良率」は経営の健全性を示す大事な数字です。
しかし、「今さら聞けないが、実は不良率の計算式がわからない」「不良率は算出できたけど、不良の改善方法がわからない」とお困りの方もいるのではないでしょうか?
本記事では、不良率の計算方法と目安、エクセルによる管理術から分析方法まで一気に解説します。
不良率の管理・改善をいきなり任された場合でも、本記事を読めば何をどうすればよいかまるっとわかります。
- 不良率の計算式
- 混同しやすい指標「ppm」「歩留り」「Cpk」との使い分け
- エクセルを使った不良率の計算・管理方法
- 不良率の目安
- 不良率の分析・改善方法
目次
不良率の定義と計算方法
まずは、不良率の基本となる定義と計算式を解説します。
不良率とは?(計算式と基本的な考え方)
不良率とは、生産した全数量に対して不良品が占める割合のことです。
たとえば、1,000個の製品を製造し、そのうち20個が不良品だった場合、不良率は〈20÷1,000×100=2〉で2%です。
不良率の計算が必要な理由
不良率の計算は「現状を正確に把握し、未来の損失を最小化するため」に必要不可欠なプロセスです。
なぜなら不良品は、原材料費、加工エネルギー、人件費のすべてをドブに捨てる「究極のムダ」です。
不良率を正確に把握することで、歩留まりの低下が利益をどれだけ圧迫しているかを金額換算し、改善投資の判断材料にします。
①:現場の状態を客観的に判断できる
不良率を算出する1つ目のメリットは、現場の状態が正常か異常かの判断を「属人化」させないことです。
多くの製造現場では、長年の経験を持つベテランの「勘」に頼った判断が行われています。
「これくらいの不良なら、いつも通りだよ」
「この時期は湿気で機械の調子が悪いから、多少の不良は仕方ない」
こうしたベテランの言葉は、必ずしも正しいとは限りません。
実際に不良率を計算・分析してみると、「例年より不良が多い」「不良の原因は季節ではなく、設備トラブルだった」と判明するケースもあります。
また、勘に頼った管理では、そのベテランが退職した瞬間に判断基準が失われてしまいます。
不良率を計算して誰もが客観的に「今の状況は適正か」を判断できる仕組みを作ることで、現場の持続的な安定化につながります。
属人化の解消方法については、以下の記事で詳しく解説しています。
不良率の計算が必要な理由②:ムダを減らして利益を上げられる
不良率を算出する2つ目のメリットは、不良の原因が明確になり、ムダを減らせて最終的な利益が向上することです。
不良が多く発生した際、不良率を算出せずに「とりあえず製造数を増やして、良品数を確保しよう」という対応をしていませんか?
例えば、「在庫管理110番」が相談を受けたあるめっき工場では、力技で納品数を合わせようとして、以下のような2つのムダが生じていました。
- 作り過ぎのムダ: 想定より不良が発生せず、余計な在庫を抱える
- 材料費・加工費のムダ: 作り過ぎによって、不良品がなければ発生しなかった追加製造分のコストがかかる
工程ごとや作業員ごとなどに不良率を計算すれば、不良の原因が明確になります。
ピンポイントで改善を行い不良率を低減させることで、追加コストをかけずに良品数を増やし、利益の最大化を実現できます。
不良は製造業における7つのムダと密接にかかわっています。
7つのムダの見つけ方と削減方法については、以下の記事で詳しく解説しています。
不良率の計算に関連する「PPM」「歩留り」「Cpk」の使い分け
不良率を計算する際に、「PPM」「歩留り」「Cpk」という指標を耳にすることがあります。
| 指標名 | 定義・計算式 | 主な目的 | 主な活用シーン |
|---|---|---|---|
| PPM (Parts Per Million) | 100万個あたりの不良品数 不良率 × 1,000,000 | 極めて微細な不良(%では把握しにくい変化)を可視化する | 自動車部品や精密機器など、高度な品質管理が必要な現場 |
| 歩留り | 投入総数に対する良品の割合 成果数 ÷ 総数 × 100 | 原材料の利用効率や、製造プロセス全体のロスを把握する | 端材や削りカスが出る工程。コスト管理を重視する場合 |
| Cpk (工程能力指数) | 規格内の製品を安定して作る実力 規格値と平均・ばらつき(σ)から算出 | 現状の数値だけでなく、将来の不良発生リスクを予測する | 予防保全。機械の摩耗などの予兆を捉えたい場合 |
「不良率」と混同してしまいがちなこれらの指標の使い方と「不良率」の使い分け方を解説します。
微細な不良を表せる指標「PPM」
「PPM」とは、「100万個あたりの不良品数」を表す指標です。
例えば、100万個のうち不良品が10個であれば「10PPM」と表記します。
用途
不良率(%)では「0.00001%」(100万個のうち不良品が10個)のように数値が小さくなりすぎる場合に使用します。
メリット
例えば、100万個中の不良品数が10個から100個に増えた時、不良率では0.00001%が0.0001%になるだけで大きな変化を感じにくいです。
しかしPPMであれば、10PPMが100PPMとなり変化を把握しやすいため、自動車部品や精密機器などの高度な品質管理が必要な現場で使われます。
コスト管理に重要な、良品割合を示す「歩留り」
「歩留り(歩留り率)」は、投入した原材料に対して、最終的に得られた良品の割合を示す指標です。
用途
「不良品」だけでなく、製造過程で出る「削りカス」や「端材」などのロスを含めた製造効率を測る際に使用します。
メリット
単純な不良率と比較することで、原材料をどの程度効率よく使用できているかがわかります。
例えば、不良率と歩留り率を足して100%になる場合、原材料のロスはなく作る精度が低いだけです。
しかし、足して100%にならない場合、その分だけ原材料をムダにしているため、原材料の使い方を改善する必要があるとわかります。
良品を作る能力の指数「Cpk」
「Cpk(工程能力指数)」は、その工程が「規格通りの製品を安定して作る実力」がどれだけあるかを示す指標です。
用途
「不良率」は実際の結果の数値を表す一方、「Cpk」は良品を作る能力を表すため、今後の不良の発生率を予測するのに使用します。
メリット
Cpkでは、不良品とはならない規格値からのズレも計算できます。
例えば機械の摩耗が進行している時、規格内(良品)であってもCpkの数値は下がるため、不良が出る前に機械の交換ができます。
エクセルで不良率を計算する方法
不良率の管理を始める際、手軽で汎用性が高いのがエクセルです。
ここでは、エクセルで不良率計算するための方法を紹介します。
不良率の計算・分析に必要な項目
不良率を計算する前に、計算から分析までに必要な項目を洗い出します。
集めたデータを分析するために、日付や作業者、機械など、不良に関わる項目も必要です。
- 生産数(総数):良品・不良品を問わず投入した全数量
- 不良品数:検査で不合格となった数量
- 基本情報:日時、作業者名、製品名・品番、工程名、機械・設備番号など
- 不良内容(理由):キズ、寸法ズレ、混入など(分析時に不可欠です)
※基本情報や不良内容は、自社に合った情報に変えましょう。
【すぐに使える】エクセルでの不良率の計算方法
以下の手順を踏めば、エクセルを使ってすぐに不良率を計算できます。
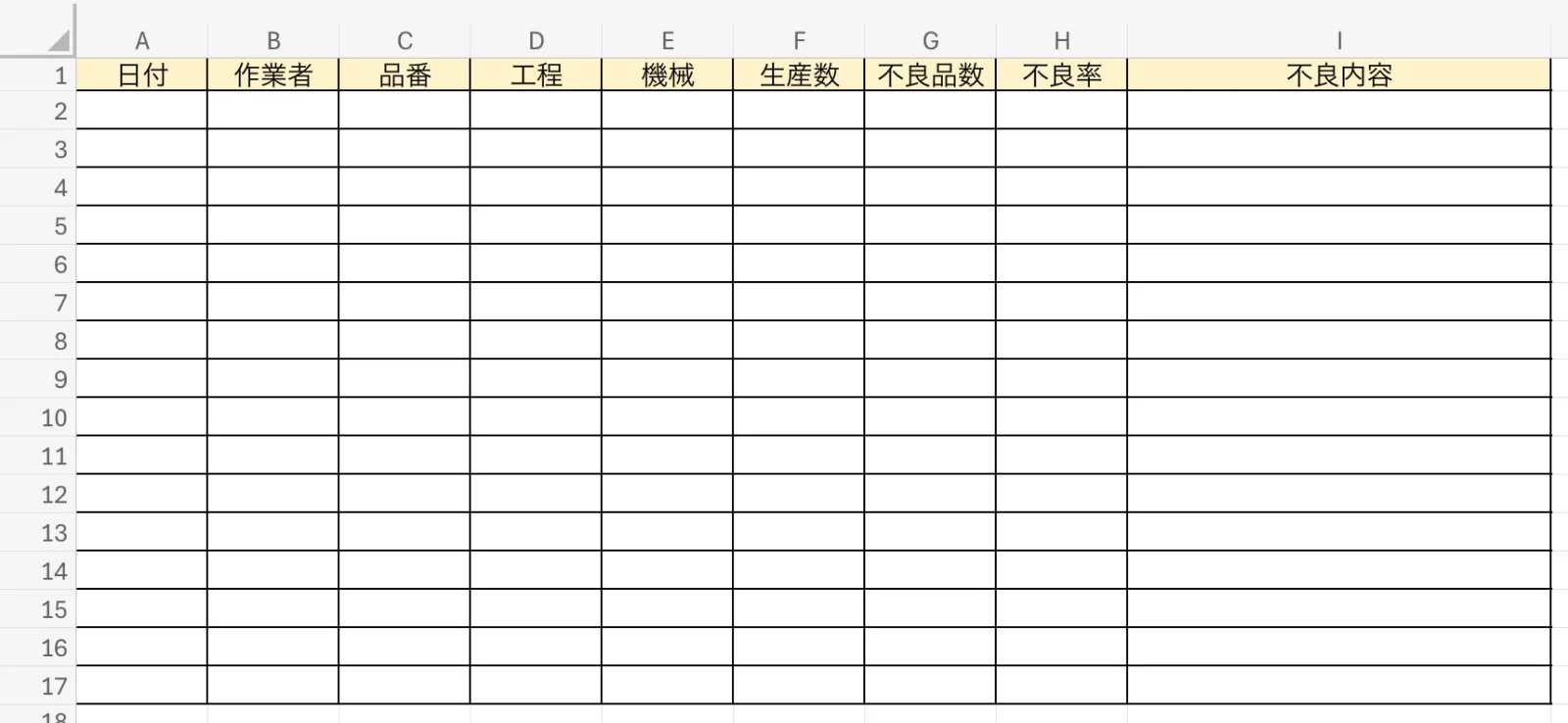
①必要項目を記録するフォーマットの作成
自社に合った必要項目を選定したら、以下のようにエクセルに記入欄を作成します。
②データの入力
必要な項目に沿って調査を開始し、データを入力します。

③不良率を計算
「不良品数 ÷ 製造数」の式を入力し、不良率を計算します。
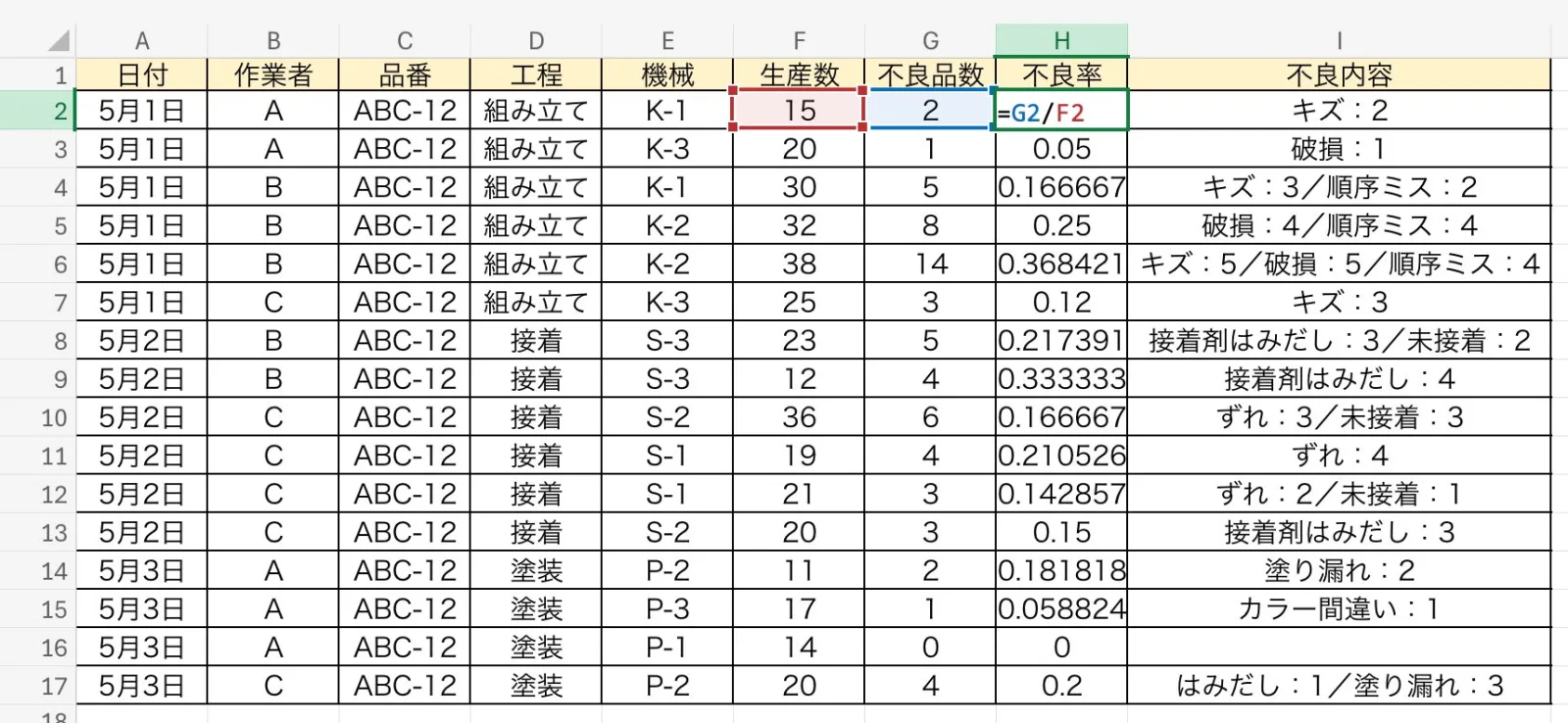
不良率が%で表示されるよう、表示形式も変更します。
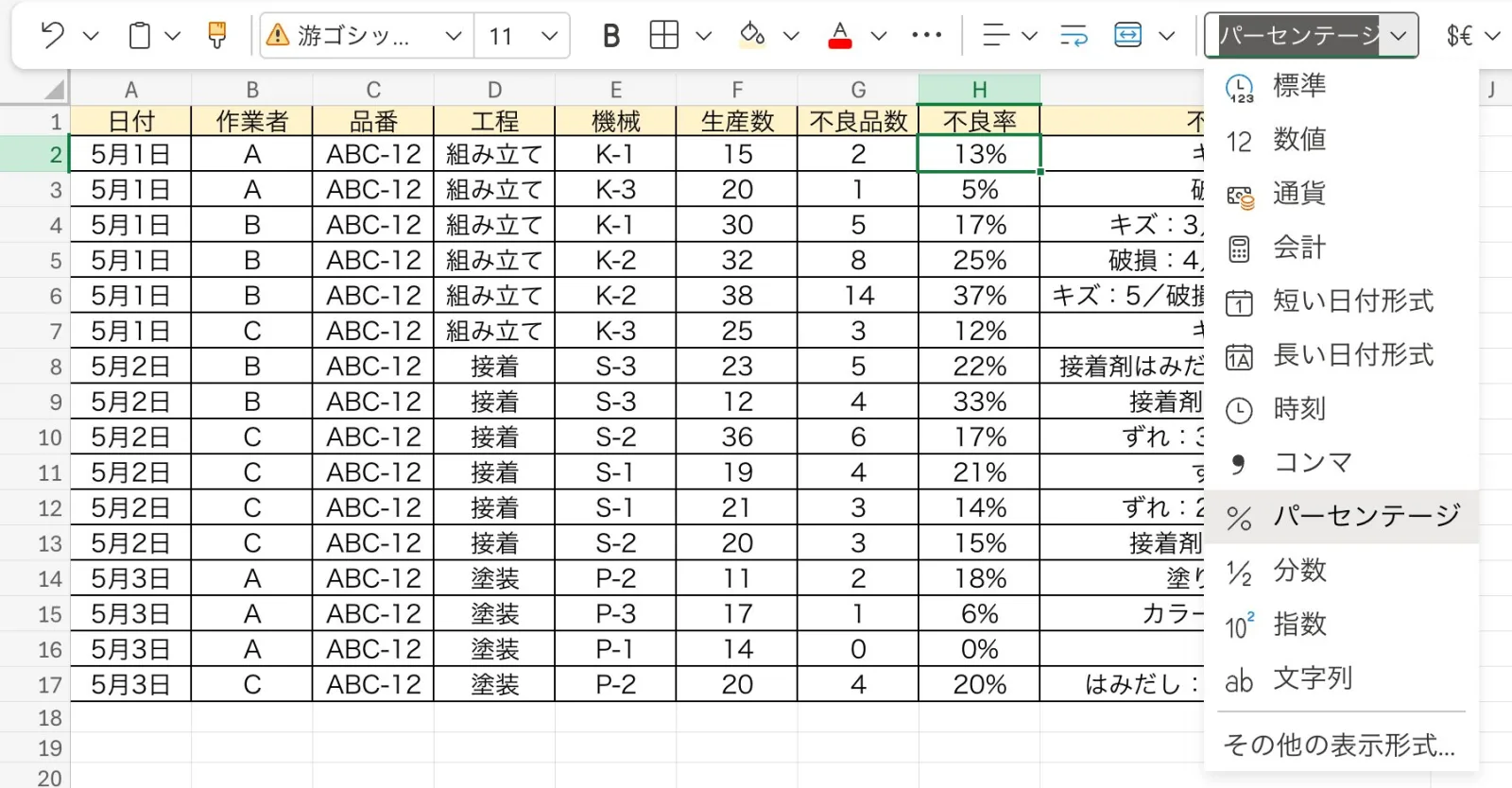
これで不良率の計算は完了です。
基本情報で記載した日付や作業者、機械などの項目ごとに不良率を計算して比較すれば、どの部分が不良率に大きな影響を与えているか分析できます。
エクセルの注意点とシステム導入のメリット
エクセルを使った不良率の計算・分析は手軽に始められる一方、「動作が重い」「属人化」などの問題点があります。
抜け・漏れ・ミスの発生
手作業による入力だと忙しい時に、抜け漏れや入力ミスが発生する可能性があります。
不良の改善のためには、正確なデータの蓄積が不可欠なので、データが無い、正しくないのは致命的です。
動作が重い
エクセルには、入力できるデータ数の上限があります。
また、データが増えるにつれ動作が重くなるため、長期間にわたるデータ入力には不向きです。
属人化
エクセルは誰でも簡単に使える分、気軽に関数を書き換えたり、コピーを作成できたりしてしまいます。
データの入力者が使いやすいようにフォーマットを書きかえてしまうと、その人しか扱えないファイルができあがり、集計・集約がしづらくなります。
エクセルには上記のようなデメリットがあるため、不良率の計算には、データの蓄積や分析をしやすくするための管理システムの導入がおすすめです。
システムを使用すれば、同時に複数のデータを大量かつ正確に記録できます。
不良率の計算結果の目安は±3σ・±6σ
計算した不良率が「良いのか悪いのか」を判断する指標として、品質管理の世界ではデータのばらつきを示す「σ(シグマ)」という単位を用います。
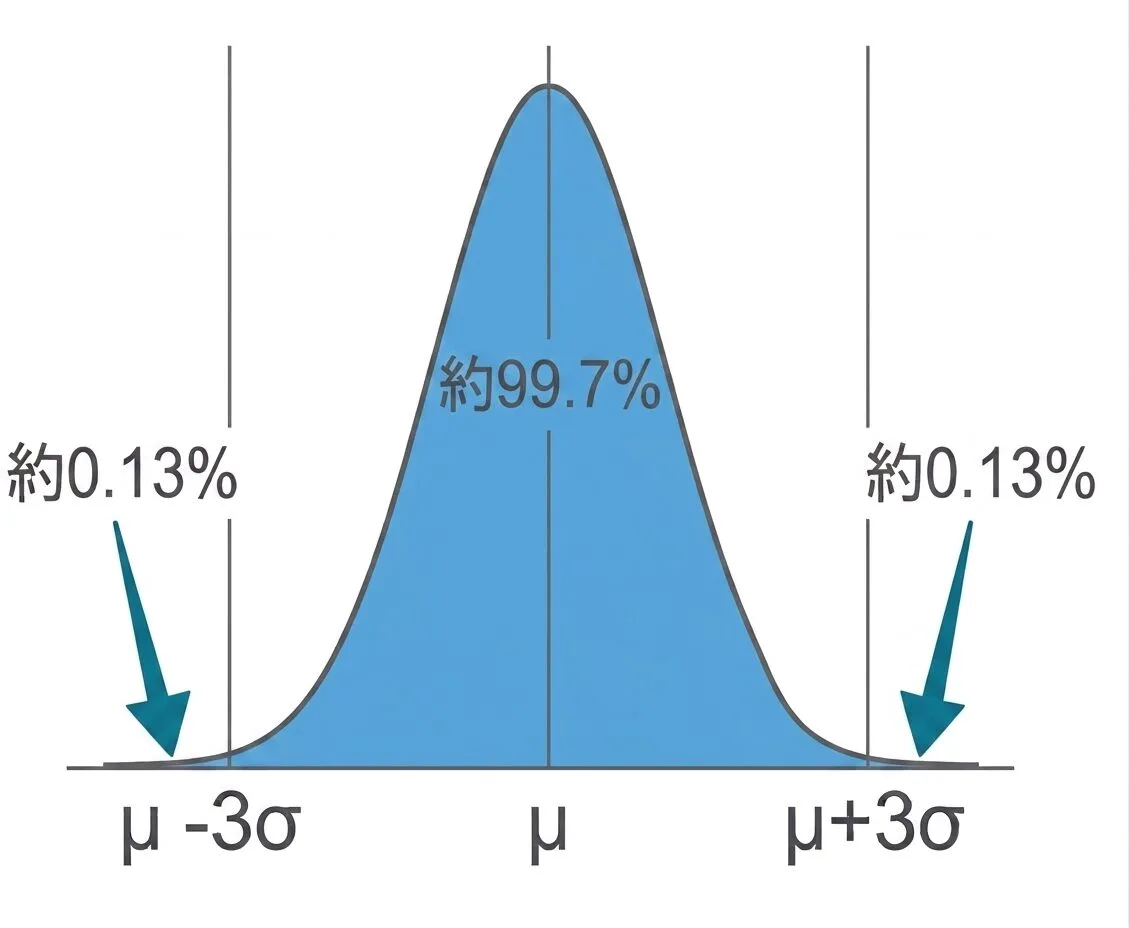
製品のサイズや重さを測定すると、多くのデータは規格の基準値≒平均値(μ)の周りに集まり、左右対称の山のような形(正規分布)になります。
この考えに基づき、「規格内の商品が山のどこまでをカバーしているか」が不良率の一つの基準です。
例えば、規格内の商品が山の約99.7%を占めている場合は±3σと言われ、以下のような状態を表します。
参考:6σのグラフ(シックシグマの手法と改善に役立てる活用プロセス)
特に、製造業では不良率の目安として、±3σ、または±6σが提唱されています。
| 指標 | 規格内に収まる確率 | 不良率 | 特徴 |
|---|---|---|---|
| ±3σ | 約99.73% | 約0.27% | ・製造業における一般的な管理水準 ・1920年代にシュハートが提唱した「経済的に最も効率がよい管理水準」 |
| ±6σ | 約99.99966% | 約0.00034% (3.4PPM) | ・精密機器など、極めて高い品質が求められる水準 ・1980年代にモトローラが導入した指標 |
不良率を分析し改善する3つの手法
不良率を算出した後は、その原因を分析によって特定し、改善します。
ここででは、原因の分析・特定方法をご紹介します。
品質管理手法「シックスシグマ」の改善プロセス「MAIC」
シックスシグマの考え方では、以下の「MAIC」というプロセスを通じて、不良率の改善を目指します。
- M(測定):不良率を正しく計算し、現状を把握する。
- A(分析):なぜ不良が起きているのか、原因を特定する。
- I(改善):原因を取り除くための対策を打つ。
- C(管理):改善後の状態を維持し、再発を防ぐ。
このサイクルを繰り返し回すことで、不良率を計算して終わらせるのではなく、改善につなげられます。
シックスシグマに関しては、以下の記事で詳しく解説しています。
4MやQC7つ道具で不良の原因を分析
4Mとは、生産に必要な「Man(人)/Machine(機械)/Material(材料)/Method(方法)」の4つの要素を表します。
良品を作るためには、この4つの要素がうまく機能しなければいけません。
逆に言えば、不良率を調査する際、以下の4Mの視点で調査項目を書き出すことで、不良の原因を見つけやすくなります。
4Mの視点
- Man(人):作業ミス、熟練度不足
- Machine(設備):故障、経年劣化
- Material(材料):原料の品質不良、ロットぶれ
- Method(方法):手順書の不備、設定間違い
4Mについては以下の記事で詳しく解説しています。
QC7つ道具
QC7つ道具は、製造過程の不良やムダを省くために役立つ品質管理で欠かせないツールです。
品質や工程のデータを収集して分析できるので、問題点のある箇所を客観的に判断できます。
難しい高度な知識が不要で、比較的理解しやすく、BIツールなどの高度なソフトは不要で、エクセルで使えるため現場での活用がお勧めです。
例えば、前述した4Mの視点は、「特性要因図」と組み合わせて分析することが多いです。
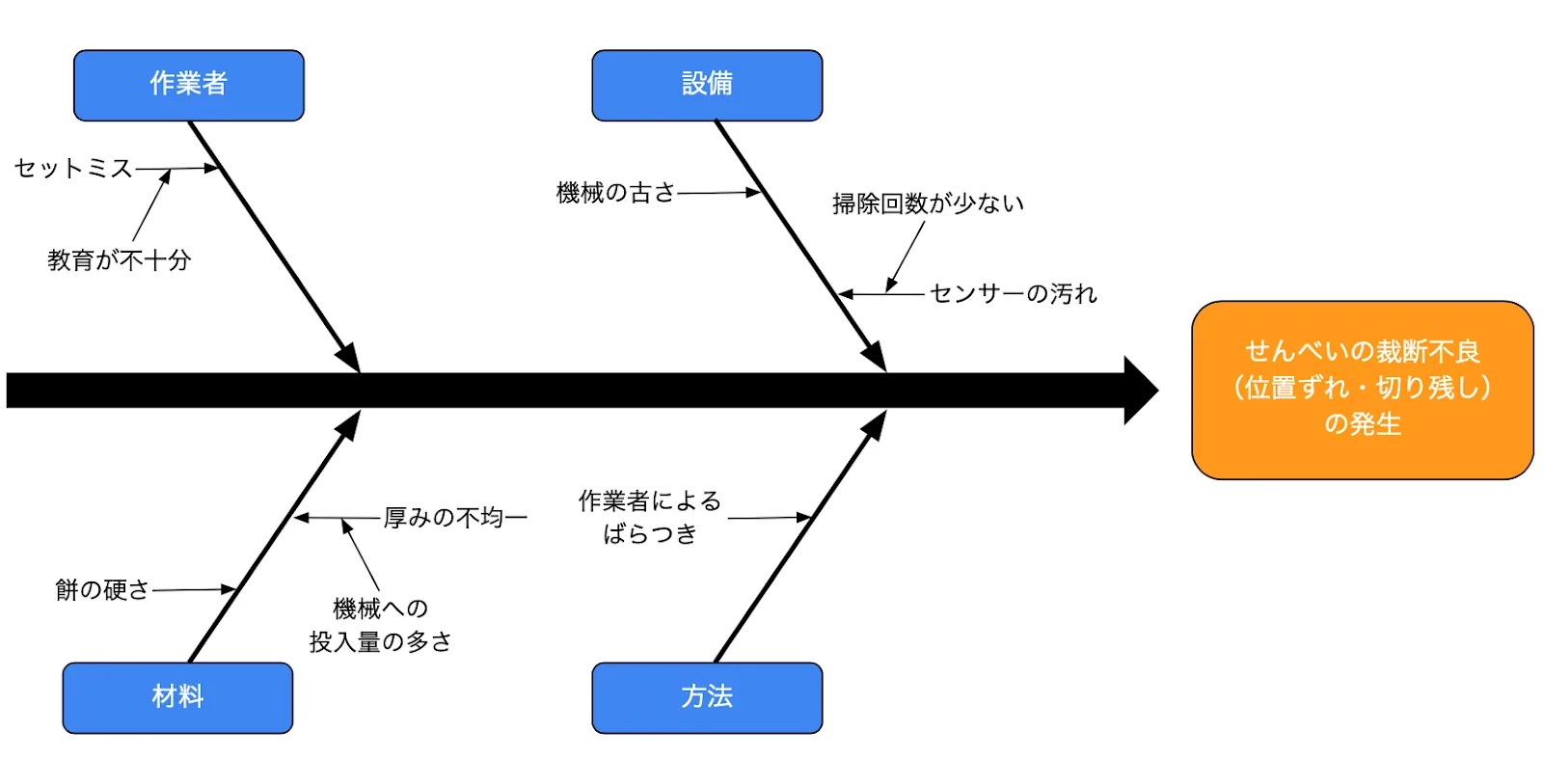
このほか「パレート図」や「ヒストグラム」など状況に合わせて「QC7つ道具」を活用して分析することで、効率的に改善ポイントを見つけ出せます。
QC7つ道具については以下の記事で詳しく解説しています。
システムを導入して分析用のデータを蓄積する
不良率の計算だけでなく、分析にもシステムの導入がおすすめです。
不良を分析するためには、リアルタイムでミスなく正確で詳細なデータの収集と蓄積が欠かせません。
しかし、エクセルでは前述の通りデータ入力に時間がかかったり、抜け漏れも発生しやすいです。
一方でシステムを活用すれば、分析に欠かせない多角的な情報を、タイムラグなく正確に記録し続けられます。
IoTなどの技術と組み合わせれば、データの自動取得も実現し効率化も可能です。
(参考:IoTを在庫管理・品質管理の現場へ導入するメリットと“その効果”とは!)
「在庫管理110番」が相談を受け、実際にシステム導入で不良の改善を図っている事例を紹介します。
不良率の計算・分析をしていなかったあるめっき工場では、システムを導入し、不良数をデータとして蓄積するところから始めました。
これまで不良率を気にしていなかったため、手作業でデータを集めるのは難しく思えましたが、システムにより短期間で正確なデータが集まりました。
その結果、感覚に頼らないデータに基づき、不良の原因を特定する詳細な分析につなげられています。
不良率をただの「数字」で終わらせず、具体的な改善アクションへとつなげるためには、このようにシステムの導入を積極的に検討するのがおすすめです。
【まとめ】正しい計算と分析で不良率を改善
本記事では、製造現場における「不良率」の計算方法から、他指標との使い分け、エクセルでの計算方法、そして統計的な目安や改善手法までを詳しく解説しました。
不良率を単なる数値として捉えるのではなく、現場の課題を可視化し、利益を最大化するために活用することが重要です。
不良率の基本
不良率の計算式
「不良品数 ÷ 総生産数 × 100」
不良率を算出する理由
- 脱・属人化: 数値で判断することで、ベテランの「勘」ではなく誰でも異常を検知できるようになります。
- 利益の最大化: 不良の原因を特定して改善することでムダを削り、直接的な利益向上につなげられます。
混同しやすい指標の使い分け
- PPM:「100万個あたりの不良品数」を表す指標です。
- 歩留り:「原材料がどれだけ良品になったか」という製造効率を測る指標です。
- Cpk(工程能力指数): 工程そのものの実力を評価する指標です。
エクセル管理の方法とシステム導入のメリット
- エクセルでの計算: エクセルを使用し、分析に必要な項目を設定すれば、計算式を用いて不良率を自動計算できます。
- エクセルの注意点:「複数人での同時編集不可」「動作の重さ」「ファイルの属人化」といったリスクがあります。
- システム化のメリット: 自動化された、リアルタイムで正確なデータ蓄積で、素早く不良改善へのアプローチが実行できます。
不良率の目安
- ±3σ・±6σ: 一般的な製造業では「±3σ(不良率:約0.27%)」、高精度な品質管理が求められる環境では「±6σ(100万回に3,4回の不良)」が目安です。
不良率の改善方法
- MAIC: シックスシグマの考え方に基づき、測定(M)・分析(A)・改善(I)・管理(C)のサイクルを回すことが改善の近道です。
- 4M・QC7つ道具の活用: パレート図や特性要因図を使い、不良の真因を特定することで、効果的な打ち手を導き出せます。
不良率の計算と分析に役立つ「成長する在庫管理システム」
不良率の計算・分析のために、素早く・正確にデータを蓄積したい場合、現場の使いやすさを追求した「成長する在庫管理システム」の導入がおすすめです。
「成長する在庫管理システム」は、導入先企業の独自業務や業務フローに合わせて、機能の柔軟なカスタマイズができます。
既存のパッケージシステムでは対応しきれない、独自の製造工程や複雑な不良分析もカバーが可能です。
30日間の無料トライアルも実施中のため、ぜひ一度ご相談ください。
【無料】まずは資料請求から
不良率の計算や分析に困ったら、在庫管理アドバイザーに無料で相談
「自社に最適な不良率の目標設定がわからない」、「不良率は算出しているが、分析方法が分からない」、「改善活動がうまくいかない」というお悩みをお持ちの方は、一度専門家に相談してみるのもおすすめです。
在庫管理110番では、経験豊富な在庫管理アドバイザーが、課題に合わせたアドバイスを提供します。
ぜひお気軽にご相談ください。

あなたの疑問に在庫管理の専門家が回答