製造業の在庫管理では、在庫を減らしたい経営層と、欠品を避けたい現場の間で、適正な在庫水準を見つける必要があります。この記事では、製造業特有の「仕掛品在庫」をどう減らすかを中心に、実践的な方法を解説します。
※適正在庫の考え方から学びたい場合はこちらの記事をご確認ください。
【対象読者】本記事は、加工・組立などの工程を持つ製造業を対象としています。卸売業や小売業の方は、別途専用記事をご参照ください。
- 製造業の適正在庫日数の目安(業種別データ)
- なぜ「回転率」より「日数」で管理すべきか
- Excel計算式の落とし穴と、決算書から逆算する方法
- 仕掛品在庫を減らす5つの具体的な方法
- 計算を始める前にやるべきこと
目次
製造業の適正在庫日数の目安(業種別データ)
製造業全体では、在庫回転日数39.3〜49.9日が目安です。 ただし、業種や資本金規模によって大きく変わります。以下の表で、自社に近い業種を確認してください。業種別・資本金規模別の在庫回転日数
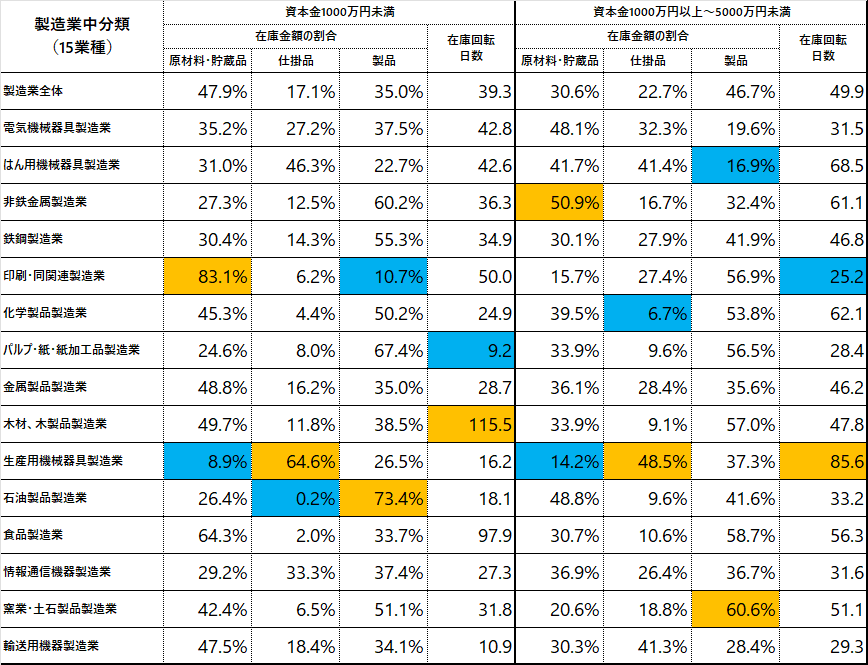
※出典:経済産業省「企業活動基本調査」(2022年度)を基に在庫管理110番が独自に集計
上記の表から、主な業種の在庫回転日数は以下のような傾向があります。
・はん用機械器具:資本金1000万円未満で約43日、1000万円以上〜5000万円未満で約69日
・食料品:資本金1000万円未満で約98日、1000万円以上〜5000万円未満で約56日
・化学製品:資本金1000万円未満で約25日、1000万円以上〜5000万円未満で約62日
※この数値は業界平均であり、景気動向・原材料価格・為替・資本金規模などにより大きく変動します。自社の目標設定には、同規模の企業データを確認することを推奨します。
なぜ「回転率」ではなく「日数」で管理すべきか?
在庫回転率(年に何回転するか)より、在庫回転日数(何日で1回転するか)の方が、現場の在庫管理には使いやすいです。
理由1:現場は毎日動いている
経理は月次で在庫を見ますが、製造現場は毎日稼働しています。
たとえば、「年7.3回転」と言われても、明日の生産計画には使えません。でも「在庫回転日数50日」なら、「今ある在庫は50日分。リードタイムが10日なら、まだ40日分の余裕がある」と具体的に判断できます。
理由2:小さな改善が見える
在庫回転率で「7.3回→7.4回」という変化は、パッと見では小さく感じます。
でも日数に換算すると「50.0日→49.3日」となり、0.7日の改善がはっきり分かります。現場の改善活動は0.1日単位の積み重ねなので、この違いは重要です。
☑関連記事:在庫日数の管理は経営と現場をつなぐ共通指標一般的な安全在庫計算式の落とし穴|正規分布の前提が必要
「目安は分かった。では、計算式で自社の適正在庫を出そう」と思う方も多いでしょう。しかし、Excelなどでよく使われる安全在庫の計算式には、大きな落とし穴があります。
※Excelそのものは優れた分析ツールです。問題は「不適切な計算式への過信」と「前提条件を無視した使い方」にあります。
計算式が使えるのは「需要が正規分布している時だけ」
一般的な安全在庫の計算式は、需要が平均を中心に左右対称にバラつく(正規分布)ことを前提にしています。でも、製造業の現場では、
- 季節によって需要が偏る
- 大型案件で急に需要が増える
- 新製品の立ち上げで需要が読めない
こういう状況では、計算式で出した数字が実態と合わず、過剰在庫か欠品になってしまいます。
リードタイムが安定していることも前提
さらに、一般的な計算式は「リードタイムが安定している」ことも前提にしています。でも製造現場では、
- 機械トラブルで生産が遅れる
- サプライヤーの納期が不安定
- 繁忙期は必ず遅れがち
こうしたリードタイムの変動を無視して計算すると、やはり欠品か過剰在庫になります。
☑関連記事:需要予測を活用した新しい安全在庫の計算方法決算書から「トップダウン」で目標在庫を決める方法
「計算式が使えないなら、どうすればいいのか?」
一つの方法は、決算書から逆算することです。現場の積み上げではなく、財務目標から決める。
通常のやり方:各商品の適正在庫を積み上げる→在庫金額が決まる
トップダウン:目標キャッシュフローから在庫金額を決める→各商品に配分する
- 機在庫回転日数の目標を決める(例:45日)
- 売上原価から逆算する(例:売上原価36億円÷365日×45日=目標在庫額4.4億円)
- 各カテゴリに配分する(例:完成品2億円、仕掛品1.5億円、材料0.9億円)
この方法なら、財務目標に沿った在庫管理ができます。
【重要】トップダウンで決めた数値は「経営的な目標値」です。一方、現場でABC分析や安全在庫計算から積み上げた数値は「実務上の必要量」です。両者にギャップがある場合、そのギャップを埋める改善活動こそが在庫管理の本質です。
※在庫回転日数の計算は「売上原価ベース」が一般的です。売上高で計算すると利益分が含まれるため、回転日数が短く算出され、業界平均との比較が正確にできません。
☑関連記事:適正在庫の計算方法と実務ですぐに使える維持方法を詳しく解説 記事で解説した内容を、自社の実務に落とし込むための具体的な手順をセミナーで公開しています。 統計学などの難しい計算は一切使いません。「自社の在庫管理レベルが分かる診断」と「専門家への個別相談」で、あなたの会社の正解を一緒に見つけます。
▷適正在庫の決め方・管理セミナーの詳細を見る ※自社の課題が見えるチェックシート付
製造業の在庫で一番重要なのは「仕掛品」
ここまで「目安」と「計算方法」を説明してきました。しかし、製造業の在庫問題は、計算だけでは解決しません。なぜなら、真犯人は「仕掛品在庫」だからです。
仕掛品在庫とは?
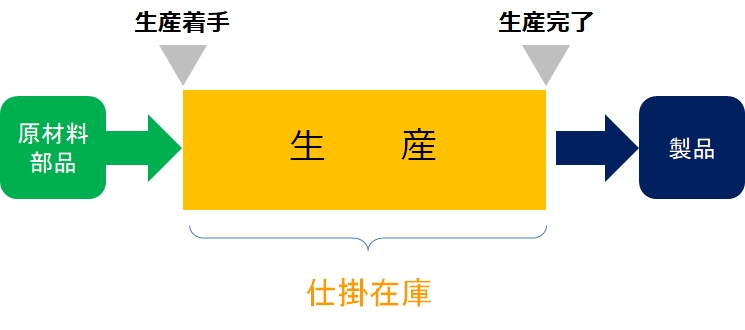
- 工程の間で待っている在庫
- 加工中の半製品
- 検査待ちの製品
完成品より、仕掛品の方が資金繰りに悪影響。 多くの経営者は「完成品在庫が多い」と気にしますが、実は仕掛品の方が深刻です。理由は、
- 完成品はすぐ売れる→入金まで早い
- 仕掛品は完成まで時間がかかる→入金まで遅い
- 仕掛品が多い=リードタイムが長い=在庫回転日数が悪い
仕掛品在庫を減らす5つの方法
ここからは、仕掛品在庫を減らすための具体的な方法を5つ解説します。
方法①製造リードタイムの短縮
仕掛品在庫を減らす最も効果的な方法は、生産リードタイムの短縮です。生産リードタイムの短縮は2つの方法があります。
- 生産自体のリードタイムを短くする(作業や加工時間を短縮する)
- 生産以外の時間を減らす(段取りや移動など)
まずは、生産以外の時間を減らすのがおすすめです。
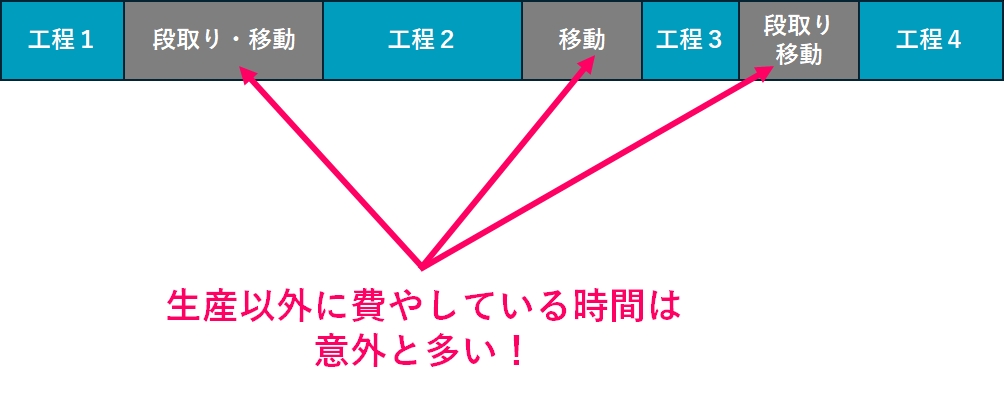
実は、生産以外にかかっている時間が多い・・・ということは意外と知られていません。
在庫管理アドバイザーが、ある会社に依頼を受けて調査した結果、なんと就業時間10時間のうち、実際に生産に関わっていた時間はわずか2時間しかありませんでした。
もし、これまでそういった観点で見ていなければ、あなたの会社でも生産以外のムダ時間はかなり多いと考えて間違いありません。
待ち時間に着目するために役立つフレームワークとしてECRSの原則があります。
これは、業務フローの改善やシステム導入によく用いられている方法ですが、製造リードタイムの中に潜んでいる待ち時間を見つけるにも役立ちます。
☑関連記事:ECRSの原則
方法②機械のメンテナンスをする
機械をメンテナンスして、トラブルで生産が止まらないようにしておきましょう。
機械の故障が多いと、止まったら困るから多めに作っておきたいという心理が働くので、結果的に、無駄に多く作ってしまうので在庫が増えます。
さらに、材料の無駄遣いも増えるので、欠品も増えますし、無駄なものを作ることに時間を取られるので、忙しさも増します。
支援先の会社では、作りすぎによる過剰在庫と、材料の使い過ぎによる欠品が同時に起きるという負のループに陥っていました。
下記のような状況が同時に発生します。
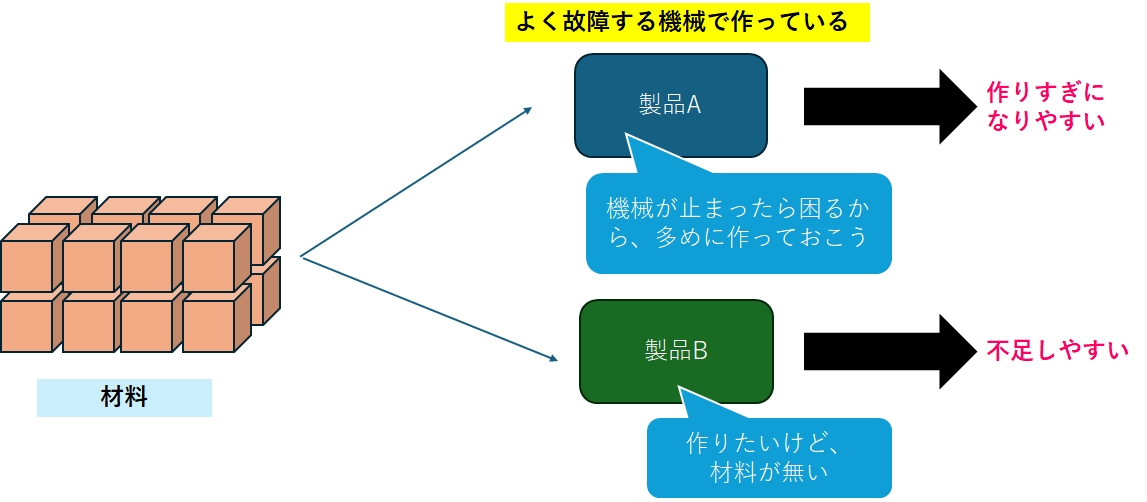
同じ材料を製品A(故障しやすい機械で作っている)と製品B(トラブルがほとんどない機械で作っている)に使っている場合、
- 製品A:機械が止まったら困るから、多めに作ろう→過剰在庫になりがち
- 製品B:できる時に作ろう→欠品しがち(必要な時に材料が無く、作れない)
特に、共通部品(2つ以上の製品に使用する部品や原材料)は、過剰在庫と欠品が同時に起こりやすい傾向があります。
方法③支給先管理
製造業の場合、外注に部品を渡して、加工や組み立てを行ってもらう際に支給品を渡す場合があります。
支給品が無償支給であれば、支給先の在庫は、あなたの会社のものですので、在庫管理が必要です。
弊社の支援先でもよくありがちなのが、「支給先の要望に対して言われるままに渡している」というケースで数の管理を完全に支給先に任せていることです。
支給品から見れば、「タダ」ですから、たくさんもらっておいた方がお得です。
しかも不良が出たとしても、外注にとっては自社の在庫では無いですから痛くも痒くもないです。
定期的に棚卸をさせるなど、管理を強化して支給した在庫を正しく使っているかどうかを管理しましょう。
方法④生産能力の平準化(ボトルネック工程の解消)
製造業の場合は、工程ごとの生産能力を平準化します。
例えば、各工程の1時間当たりの生産能力が、工程1=70個、工程2=90個、工程3=50個だったとします。
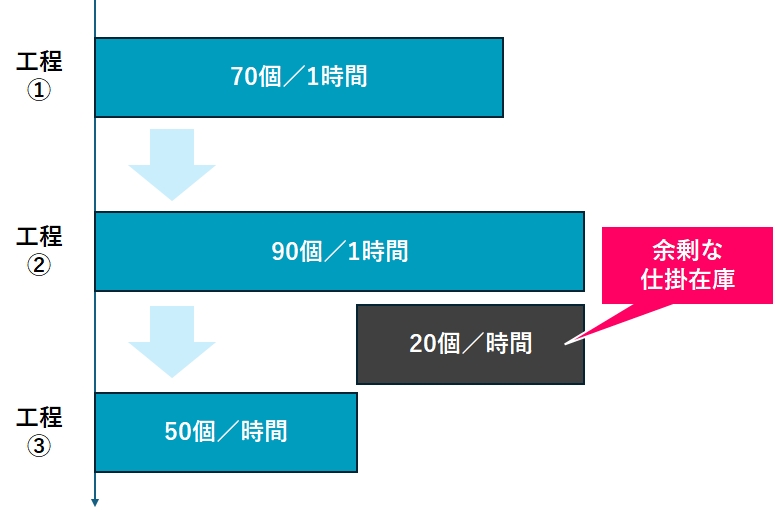
工程1で作ったものは、全て工程2で消費できますが、工程3の能力は、50個しかないので、工程2でいくら頑張って作っても、工程3の能力が小さいので、工程2で作ったものがどんどん余ります。
すると、仕掛品在庫が積みあがります。
生産を現場任せにしている会社では、現場は作りやすいものを作れるだけ作るという傾向になりがちです。
生産を管理して、平準化できるようにしましょう。
仕掛品在庫の管理方法については、こちらをご覧ください。
☑関連記事:仕掛品在庫の管理方法
方法⑤生産方式の見直し
生産方式は大きく分けて受注生産と見込み生産があります。
- 受注生産:受注を受けてから生産(部品の調達)をするので、在庫を持たない
- 見込み生産:生産計画などに基づいて、事前に製品を作って在庫する
注文をもらってから生産するだけが受注生産ではありません。
実は、受注生産と見込み生産をハイブリッドで組み合わせることも可能です。
それが、デカップリングポイントという考え方です。
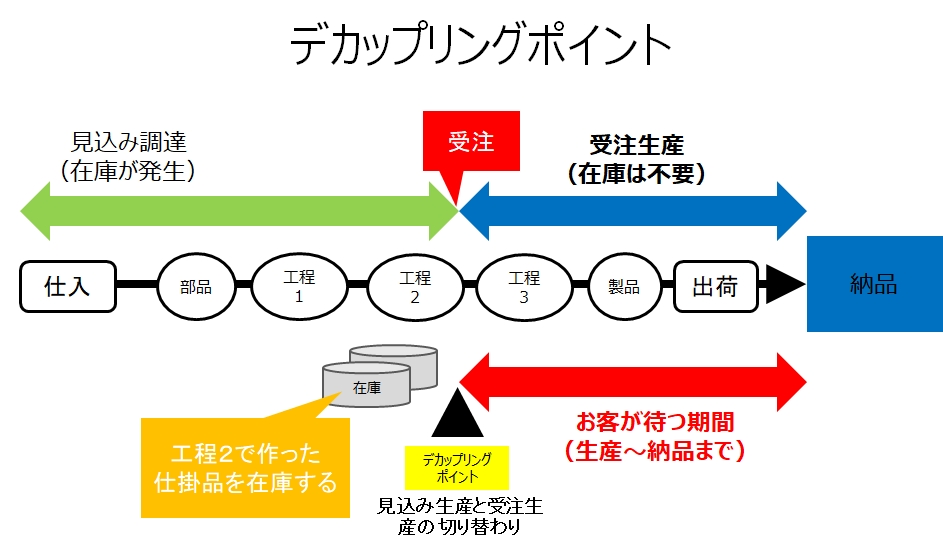
デカップリングポイントとは、見込み生産と受注生産が切り替わるポイントのことです。
上記の図を例にすると、工程2までを見込み生産とし、工程3以降は受注を受けてから進める受注生産です。
事前に見込み生産をすることで、お客様への納品時間(待ち時間)を減らすことができます。
仕掛品在庫の生産リードタイムの短縮と生産能力の平準化を組み合われば、お客様の待ち時間を減らし、デカップリングポイントをより前倒しして仕掛品在庫の適正在庫水準を削減できます。
☑関連記事:デカップリングポイントの決め方と事例
計算の前に!絶対にやっておくべきこと
ここまで、適正在庫の目安と5つの方法を解説してきました。しかし、これらを実践する前に、必ず確認すべきことがあります。
データと現物が一致していなければ、計算結果は意味がない。どんな計算式を使っても、システムを導入しても、データが間違っていれば意味がありません。在庫精度95%以上を維持することが、適正在庫管理の前提条件です。
・情物一致:データと現物を一致させる(在庫精度95%以上)
・一物一品番:同じものには同じ品番を付ける
・定期棚卸:月次または週次で在庫の実数を確認する
これらの基本ができていない状態で、高度な在庫管理手法を導入しても効果は出ません。
☑関連記事:適正在庫!と言う前に絶対にやっておくべき6つのこと
☑関連記事:赤札作戦で不要在庫を一掃する方法
在庫精度95%を維持するには、特定の担当者だけでなく、現場の全員が正しくデータを入力する必要があります。 「成長する在庫管理システム」は、ユーザー数・端末数が無制限。余計なボタンがないシンプル設計だから、現場への定着がスムーズです。
▷ 成長する在庫管理システムの機能・事例を見る ※30日間の無料トライアル実施中
まとめ
適正在庫の実現には、計算式だけでなく、現場の改善活動が必要です。
この記事で解説した内容
- 業種別の在庫回転日数の目安
- 計算式の落とし穴と、決算書から逆算する方法
- 仕掛品在庫を減らす5つの方法
- データ精度確保の重要性
在庫管理を効率化するには、システム導入も有効な手段です。ただし、システムを入れれば解決するわけではありません。データを正しく収集する仕組みとして活用することが重要です。
成長する在庫管理システムは、製造業の実務に合わせた機能を提供しています。- 生産管理機能との連携
- データをExcelに出力して分析できる
- 段階的に機能を追加できる
在庫管理のご相談、お問い合わせ
在庫管理110番では、適正在庫に関するご相談を随時受付中です。
無料個別相談も実施中ですので、今回の記事で分からなかったこと、自社はどのようにすれば良いかイマイチ理解できなかったことなど、お気軽に在庫管理アドバイザーにご相談できます。
自社の状況、事例に合わせたアドバイスがもらえます。
些細なことでも遠慮なくご相談ください!