「棚卸のたびに現場の作業が滞り、通常業務にまで影響が出てしまう」
「毎回棚卸の負担が大きい。もっとミスなく、効率的にできる方法はないのかな。」
このように感じている方も多いのではないでしょうか?
棚卸の効率化は、運用面の見直しと改善、またはツールやシステムの導入によって実現可能です。
具体的には、次の2つの方向性があります。
ただし、会社の状況によって必要な対策は異なります。
本来、運用面を見直すべき段階にもかかわらず、十分な準備がないままシステムを導入しても、期待した効果を得られません。
重要なのは、自社の課題を整理したうえで、最適な方法を選ぶことです。
本記事では、次の内容を解説します。
- 自社に適している棚卸の効率化の方法
- 運用面で改善すべきポイント
- おすすめのシステムやツールの特徴と活用法
本記事を読むことで、自社の課題を整理し、棚卸効率化に向けた具体的な対策を検討できるようになります。
ぜひ最後までお読みください。
在庫管理110番では、棚卸改善セミナーを定期的に実施しています。
棚卸作業の時間短縮と棚卸精度の向上を両立する方法を専門家から学びたい場合はお勧めします。
コンサルティングで効果実証済みのノウハウが学べる
目次
1.【チェックリスト付】棚卸の効率化をするにはまず「運用面の改善」「システム導入」のどちらが最適かを整理しよう

棚卸の効率化を図るためには、まず
- 「運用面の改善」が必要なのか
- 「システム導入」を検討すべきなのか
を整理する必要があります。
なぜなら、現状棚卸の効率化を妨げている原因により、効果の出やすい方法が異なるからです。
運用面の見直しだけで改善できるケースもあれば、システム導入の検討が向いているケースもあります。
・運用面の見直しだけで改善できるケース
「探す時間」「数え方のバラつき」「入力ミス」といった、運用面に原因がある場合
→システムを導入しても根本的な解決にならないことがあります。
・システム導入を検討が向いているケース
運用面には課題はあまりなく、商品点数が多く人手では限界がある場合
→バーコードなどの仕組みを取り入れたほうが効率化につながりやすいでしょう。
以下にチェックリストを準備しました。
まずは現状をチェックし、改善すべきポイントを明確にしましょう。
下記2つの手順で、チェックを入れていきましょう。
(1)まずは下記運用面で当てはまる項目にチェックを入れましょう。
◆運用面(5項目)
- 棚卸の対象・範囲が曖昧
- 置き場所が整っておらず、探す時間が長い
- 棚卸作業がマニュアル化されていない
- 棚卸後の入力・集計でミスが多い
- ズレが出ても原因分析・改善ができていない
→2個以上チェックがつく場合:運用面の改善から
→1つしかチェックがつかなかった場合:(2)システム導入のチェック項目へ進む
(2)下記システム導入面で当てはまる項目に、チェックを入れましょう。
◆システム導入(3項目)
- 商品点数が多すぎて人手では限界
- 棚卸に毎回1日以上かかる
- 手入力・転記が多く削減できない
運用面の項目で2個以上チェックがつく場合は、まずは運用面の改善から取り組むのがおすすめです。
そのうえで、必要に応じてシステム導入を検討すると、失敗しにくく効率化を実現しやすくなります。
【棚卸時間の短縮と精度向上を両立】棚卸改善セミナーで、専門家から直接改善ノウハウを学ぶ
2.棚卸作業の効率化(1)運用面の見直しと改善

運用面の改善により棚卸作業の効率化を図るには、棚卸前・棚卸当日・棚卸後の、3つ段階で見直すことが重要です。
なぜなら、棚卸当日の作業だけ工夫をしても、棚卸にかかる工数やミスの発生要因を根本からか解決できないからです。
棚卸の成功は、棚卸前の準備で80%決まります。
在庫の整理や対象範囲の明確化、担当者の割り振りなどを整えておけば、当日は「正確に数えること」に集中できるからです。
また棚卸後の対応も非常に重要です。
差異の原因を分析し、具体的な予防策を決めないと、同じ問題が繰り返され、効率化にはつながりません。
具体的には、下記を順番に見直していくことが重要です。
(1)STEP1:棚卸前
(2)STEP2:棚卸当日
(3)STEP3:棚卸後
早速、解説していきます。
ここまでで、運用面の改善のためには棚卸当日以外の改善が必要であることはご理解いただいたと思います。
とはいえ、頭ではわかっていても、特に棚卸前の改善は日常業務にまで影響が及ぶ、大きな改善が必要になるため、
「本当にそこまでやらないといけないのか」
「効率化はしたいが、あまり手間をかけすぎるのも避けたい」
という方も少なくはないでしょう。
そんな方向けに、在庫管理のプロである岡本から、ぜひ棚卸改善セミナーをご案内させてください。
このセミナーでは、下記3つの実際にコンサルティングの現場で効果を出したノウハウをお伝えします。

今回お伝えすることさえ実践すれば、
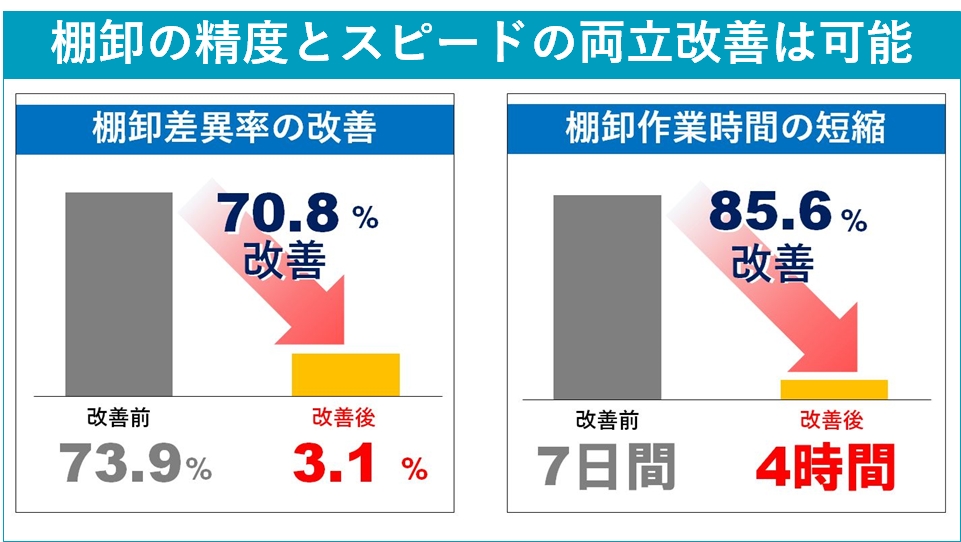
- 棚卸作業1日以内完了
- 棚卸差異率5%以下
を必ず実現することができます。
例えば、下記のような悩みを抱えている方は、ぜひ棚卸改善セミナーが役立つかもしれません。

さらに、セミナーをご受講いただいた方には、下記4つの得点をプレゼントしています。
- 棚卸ですぐに使えるエクセルテンプレート7点
- 講師への個別相談
- セミナー受講後の相談サポート
- 棚卸を行った結果に関する無料コンサルティング
ぜひ、
- 効果実証済みのノウハウ
- 企業に合わせて無理なく成果を出した支援実績
をもつ在庫管理のプロによる、濃密な棚卸セミナーへのご参加をお待ちしております。
在庫管理アドバイザーの実際に効果が出たノウハウが学べる
2-1.STEP1|棚卸前
まず棚卸前の工夫について説明していきます。
棚卸は事前準備で80%決まるとも言われています。棚卸の効率化には、この事前準備は欠かせません。
実際の準備としては、以下4つのステップに沿って順番に進めましょう。
これらのステップを1つずつ解説していきます。
2-1-1.対象外在庫を明確にし、不要在庫は処分する
まず、棚卸の対象外となる在庫を明確にし、同時に破棄していい在庫は事前に処分しましょう。
なぜなら、対象の範囲が曖昧なままだと、担当者ごとに判断が分かれやすく、当日の迷い・確認作業が増えてしまうからです。
またこの時点で、不要な在庫を処分しておくと、次のステップで解説していく整理整頓をスムーズに行うことができます。
棚卸対象外となる在庫の例は以下の通りです。
- 製造途中の在庫
- 返品・返品予定品
- 不良品・破損品
- 預かり在庫・委託品
- 入荷済みだが未検品・未格納の仮置き品
- 倉庫間・店舗間で移動中の在庫
- サンプル品・デモ品
処分の対象となる在庫の例は以下の通りです。
- 不良品(検品でNGになったもの)
- 破損品・汚損品(販売・使用できないもの)
- 賞味期限・使用期限が切れたもの
- 返品できない返品在庫
- 長期間放置されている在庫
- 旧モデル・型落ち品
あらかじめ不要な在庫を処分し、棚卸の対象・対象外を決めておけば、当日の判断がスムーズになり、棚卸時間の短縮とミス防止につながります。
2-1-2.在庫の置き場所と棚を整理しておく
2つ目のポイントは「在庫の置き場所と棚を整理しておく」です。
なぜなら、棚卸が長引く原因の多くは、数える時間そのものではなく「在庫を探す時間」にあるからです。
事前に整理整頓しておけば、カウント作業がスムーズになり、重複カウントや見落としといったミスも防ぎやすくなります。
例えば、同じ商品が複数の場所に分散していたり、棚にラベルがなく位置がわかりにくかったりすると、現場では探す時間が増え、作業が止まりやすくなってしまいます。
具体的には以下のステップで整理整頓をしていきましょう。
- 棚ごとに各商品の置き場所を確認する
- 同じ種類・用途のものなどをジャンルごとに一箇所にまとめる
- 置き場所のルールを決める
- 棚に番号をつける
各ステップを説明していきます。
(1)棚ごとに各商品の置き場所を確認する
まず、棚卸対象エリアの在庫を棚ごとに「今どこに何があるか」を把握します。
今どこに何があるか
- 同じ商品が複数の棚に分散されていないか
- 段ボールの奥に埋もれている在庫はないか
といったことを確認します。
(2)同じ種類の在庫をジャンルごとに一箇所にまとめる
次に、同じ種類の在庫をジャンルごとに一箇所にまとめます。
(例)
- 工具は「棚1」
- ネジ・ボルト類は「棚2」
- 消耗品(手袋・テープなど)は「棚5」
同じ種類の在庫は複数の場所に分散していると、探す手前が増え、数え漏れや重複カウントの原因になります。
原則として一つの棚や保管場所にまとめて保管しましょう。
(3)置き場所のルールを決める
整理整頓で最も大切なことは「元に戻す場所を決めること」です。
ここでルールを決めて、置き場所が曖昧なものをなくさないと、棚卸後に在庫が別の場所に置かれてしまい、次回の棚卸で探す手前が増えてしまいます。
この時、「棚卸時に探しやすいか」「動線はどうか」も意識しましょう。
棚卸時に何度も行き来するような配置は、数え漏れや重複カウントの原因になります。作業自体も非効率です。
また、日常の入出庫作業のしやすさなども考慮して置き場所を決めることが大切です。
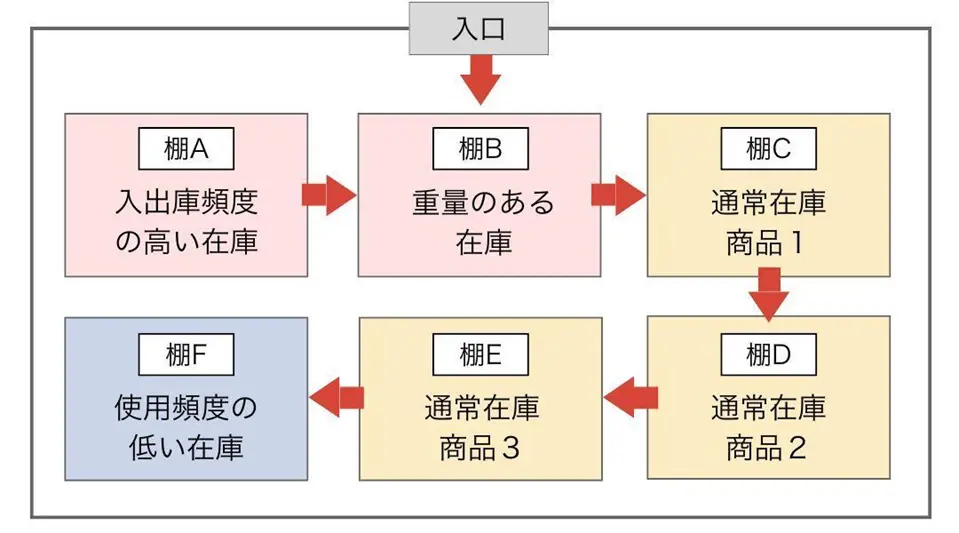
(1)各在庫の特徴ごとに下記のように配置する
- 入出庫の頻度が高い在庫:入口付近に配置する
- 重量のある在庫:入口付近や下段に配置する
- 使用頻度が低い在庫:奥や上段に配置する
(2)棚卸時に探しやすいように配置する
- 同じ商品を一ヶ所にまとめる
- 入口から順番に一方向で数えられる配置にする
「どこに置いたら日常の作業がしやすいか」
「この棚卸時にスムーズに一筆書きで回れるか?」
とイメージして置き場所を決めると、取り出しやすく、探しやすく、そして数えやすい倉庫になります。
(4)棚に番号をつける
最後に棚にラベリングを行います。
棚A-1、棚A-2といった番号をつけるだけでも、「どこを数えたか」「どこが終わったか」が明確になり、数え忘れ、重複カウントの防止につながります。
事前に在庫の置き場所を整えるだけでも、棚卸当日の負担を減らすことができます。
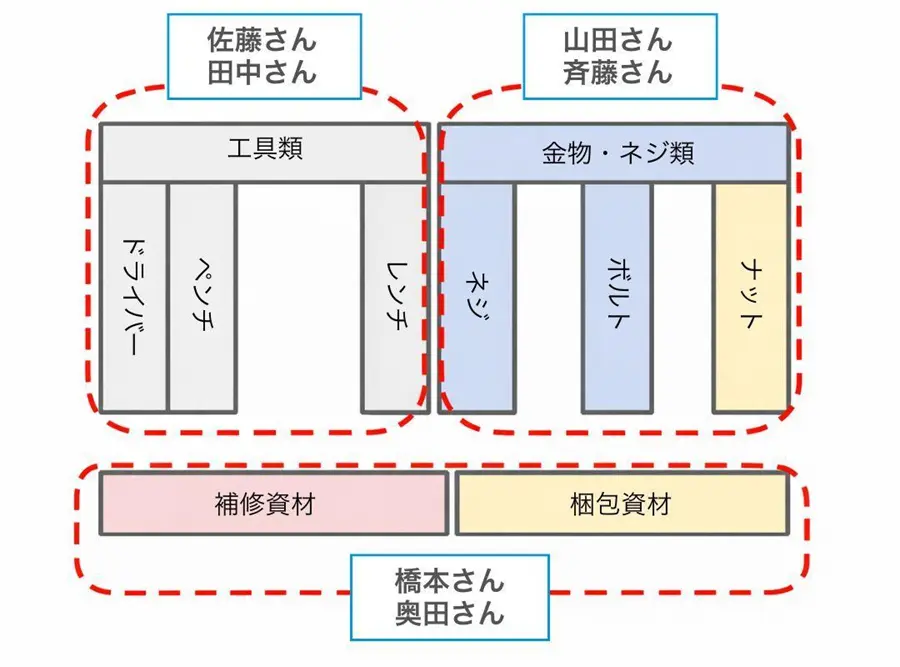
2-1-3.倉庫をエリア分けし、 担当者・範囲を決めておく
次に、倉庫をエリア分けして「担当者」と「担当する範囲」を明確に決めておきましょう。
なぜなら、担当範囲が曖昧なままだと、重複カウントや数え漏れが発生しやすく、やり直しや修正が増えてしまうからです。
同じ棚を複数人が数えてしまったり、逆に「誰も数えていなかった棚」が発生したりすると、棚卸後の集計段階でズレが発覚し、再カウントが必要になります。
こうした手戻りは、棚卸時間が延びる大きな原因です。
- 一人が1〜2時間で終わる範囲に区切る
- 極端に広いエリアを作らない
- 高所や重量物エリアは別扱いにする
- 一方向に進みながら数えられるエリア区分にする
次に担当を決めていきます。
担当を振り分けるポイントは以下の通りです。
- 複雑なエリア→倉庫慣れしている人が担当
- 単純な棚エリア→新人が担当
- 重量物エリア→複数人で担当
担当は、在庫の種類だけでなく、経験・体力・スキルを考慮し、誰か1人の負担が大きくならないように割り振るようにしましょう。
また、可能であれば基本的に、「1エリア=2人1組」で担当すると、カウントミスや記入ミスを防ぎやすくなります。
担当範囲を明確にしておけば、万が一ミスが見つかった場合でも、どのエリアで何が起きたのかを特定しやすくなり、原因の早期発見にもつながります。
2-1-4.棚卸作業をマニュアル化する
4つ目のポイントは「棚卸作業をマニュアル化する」ことです。
マニュアルがない状態では、担当者ごとに数え方や記入方法がバラつきやすく、棚卸ミスが増える原因になります。
さらに担当者が変わった際、引き継ぎがうまくいかず「特定の人しかできない作業」になってしまうことも少なくありません。
棚卸作業をマニュアル化する際は、以下の項目を参考にしてください。
- 棚卸の作業手順
- 在庫の数え方
- 棚卸表記載ルール
- 作業終了後の確認方法
- 差異が発生した時の対応方法
1つずつ説明していきます。
(1)棚卸の作業手順
棚卸作業をスムーズに進めるためには、事前に作業手順を整理しておくことが重要です。
以下のような内容をマニュアルとしてまとめておくと、誰でも同じ手順で作業が進められるようになります。
| 項目 | ポイント |
|---|---|
| 棚卸の流れ |
などを記載する。 【記載例】 ◆手順
(3)集計方法
|
| 担当エリアの割り振り |
|
| 棚卸中の入出庫ルール |
【記載例】
|
このように作業手順を整理してマニュアル化しておくことで、ミスを防ぎやすくなります。
(2)在庫の数え方
次に、在庫の数え方について確認していきます。
在庫の数え方を統一しないと、棚卸の精度は安定しません。
具体的に以下のようなルールを決めて起きましょう。
| 項目 | ポイント |
|---|---|
| 数える単位 | ・箱/バラ/セットなど、基準単位を事前に定義する 【記載例】
|
| 開封済みの在庫の取り扱い | ・開封済みの在庫をどう取り扱うか明確にする 【記載例】
|
| 数えた棚の完了ルール |
【記載例】
|
在庫の数え方のルールを統一することで、数え間違いや重複カウントといったミスを防ぎやすくなります。
棚卸前に共有し、全員が同じ方法で数えられるようにしておきましょう。
(3)棚卸表記載ルール
棚卸表は、集計・確認を行うため、誰が見ても読み間違えがないことが重要です。
そのため、棚卸表の記載の仕方もあらかじめ統一しておきましょう。
| 項目 | ポイント |
|---|---|
| 数字・アルファベットの書き方 | ・読み間違いを防ぐため、数字・アルファベットの書き方を統一する 【記載例】
※参照:下記「間違いやすい数字・アルファベットの例」 |
| 修正方法 | ・修正方法を統一する 【記載例】 |
| 不明・未確認の記入ルール | ・空欄のまま提出しないルールを決める 【記載例】 |
【間違いやすい数字・アルファベット例】
| 数字 | アルファベット |
|---|---|
| 0(ゼロ) | O(オー) |
| 1(イチ)・7(ナナ) | I(アイ) |
| 2(二) | Z(ゼット) |
| 5(ゴ) | S(エス) |
| 8(ハチ) | B(ビー) |
棚卸表の記載方法が統一されていないと、集計時に確認作業が増えたり、読み間違いが発生したりします。
棚卸前に記載ルールを共有し、全員が同じ書き方で記入できるようにしましょう。
(4)作業終了後の確認方法
棚卸作業が終了した後は、記入内容の確認や棚卸表の回収を行い、正確な在庫数を確定させることが重要です。
作業終了後の確認方法やルールもあらかじめ決めておきましょう。
| 項目 | ポイント |
|---|---|
| ダブルチェックの方法 |
【記載例】
|
| 棚卸表の回収・提出方法 |
【記載例】
|
| 記入漏れが合った場合の対応 | ・記入漏れ発見時の対応を決める 【記載例】
|
作業終了後の確認方法を統一しておくことで、記入漏れや差異の見落としを防ぐことができます。
担当者が同じ手順で確認作業ができるよう、共有しておきましょう。
(5)差異が発生した時の対応方法
棚卸で差異が発生した場合は、その原因を確認し、適切に対応する必要があります。
「差異が発生した」という事実だけでは問題解決につながらないため、再カウントのルールや報告方法をあらかじめ決めておきましょう。
| 項目 | ポイント |
|---|---|
| 再カウントのルール |
【記載例】
|
| 報告ルール |
【記載例】
|
| 原因と対応内容の記録 |
【記載例】
|
差異が発生した場合でも、事前に対応ルールを決めておくことで、現場の混乱を防ぐことができます。
再カウントや報告、原因記録までを含めて運用ルールを整備しておきましょう。
このように、作業手順、数え方、記載ルール、確認方法、差異対応などを統一してマニュアルにすることで、
棚卸の「迷い」が減り、精度と作業効率は大きく改善します。
まず現場で迷いやすい作業から、マニュアル化を進めていきましょう。
2-2.STEP2|棚卸当日
次に棚卸当日に行うことを説明していきます。
棚卸前の準備がきちんとできていれば、棚卸当日はマニュアルに沿って数えるだけで済みます。
棚卸当日に行うことは以下の2つです。
- 実地棚卸を実施する(現物を数える)
- 帳簿棚卸を実施する
1つずつ解説していきます。
2-2-1.実地棚卸を実施する(現物を数える)
当日の実地棚卸のポイントは、「漏れなく、ダブりなく、正確に数える」ことです。
棚卸前の準備が整っていれば、マニュアルに沿って「数えること」に集中できます。時間の短縮だけでなく、ミスの減少にもなるのです。
- 担当エリアの在庫を数える
- 棚卸表に数量を記録する
- 完了した棚が分かるよう、印をつける
- 二重カウント、数え漏れを防ぐ
- 箱/バラの単位ルールを守る
- 不明点は自己判断せず確認する
「正しく数えて、正しく記録する」ことが最重要です 。
マニュアル通りに進め、ミスのない棚卸を徹底しましょう。
棚卸実施者がマニュアル通りに作業できたかを確認するため、棚卸後に以下のチェックリストへ記入してもらうのも有効です。
【作業完了の確認】
- 数え終わった棚・保管場所に完了の印をつけたか
- 担当範囲の棚をすべて数えたか確認したか
【記録内容の確認】
- 数量の記入漏れはないか確認したか
- 転記ミス(桁間違い・記入欄間違い)がないか再確認したか
- 箱 / バラなどの単位をルールを守って記録しているか
- 読みづらい文字・あいまいな記載がないか確認したか
【不明点の確認】
- 不明点を自己判断せず報告・確認したか
また管理者も、現場任せにせず、棚卸の実施状況を把握しておく必要があります。
数量の正誤だけでなく、作業プロセスが適切に実施されたかどうかも確認しましょう。
確認項目の例は以下の通りです。
【現場確認(実物との照合)
- ランダムに棚を選び、再カウントを実施し、棚卸表の数量と照合したか
- 過去に差異が出やすかったエリアを重点的に確認したか
【棚卸完了の確認】
- 完了印がすべての対象棚に付いているかを確認したか
【記録内容の確認】
- 棚卸表の記入漏れ・桁のズレ・読みにくい文字がないか確認したか
- 箱 / バラなどの単位ルールが守られているか確認したか
2-2-2.帳簿棚卸を実施する
実地棚卸が終わったら帳簿棚卸となります。
帳簿棚卸では、実地棚卸で数えた数量を集計し、帳簿(Excelやシステム上の在庫数)と照らし合わせてズレを確認します。
棚卸当日から棚卸後にかけて行うことが多く、棚卸結果を確定させるために欠かせません。
- 実地棚卸の結果をExcelやシステムに入力する
- 帳簿在庫数(理論在庫)と照らし合わせる
- 差異のある商品を洗い出す
- 入力ミスを防ぐため、転記・集計は2人1組ダブルチェックする
- 差異が出た場合は、まず再カウントを検討する
- 差異の原因や問題点は備考欄に残しておく
【記入例】
- 差異が発生した原因(記載できる範囲で)
- 再カウントや修正対応の内容
- 次回に向けた注意点など
棚卸は2人1組でやる必要は無い
教科書的には、棚卸作業は2人1組でやることが推奨されています。
しかし、在庫管理110番では、1人でやることを推奨しています。
棚卸数が帳簿数と違う場合は、必ず再カウントをすれば構いません。
なぜなら、棚卸はできる限り短時間で行うことが重要なので、棚卸実施能力が半分になってしまうからです。
帳簿棚卸で差異を正確に把握することが、棚卸後の改善につながります。
2-3.STEP3|棚卸後
最後に棚卸後の作業について解説します。
棚卸後に行うことは以下の通りです。
- 棚卸の差異を確認し、差異率を計算する
- 差異を原因分析し、再発予防策を決める
棚卸後の対応を徹底しなければ、棚卸の精度向上や業務改善につながりません。
それぞれのポイントを説明していきます。
2-3-1.棚卸の差異を確認し、差異率を計算をする
棚卸後は、実地棚卸の結果と帳簿在庫を照らし合わせ、差異がないか確認したうえで、差異率を計算します。
差異率は、棚卸の精度を数値で把握でき、改善ポイントを客観的に判断できる重要な指標です。
単に「ズレがあった」で終わらせるのではなく、「どの程度ズレているのか」を把握することが、再発防止につながります。
例えば、差異率が高い商品が多い場合、数え方や記入ルール、入出庫処理など運用面に課題がある可能性が考えられます。
差異率の計算式は以下の通りです。
棚卸差異率(%)=(実地棚卸数 − 帳簿在庫数)÷ 帳簿在庫数 × 100
差異率を算出する差異のポイントは、以下のようになります。
(1)差異が大きい商品から確認する
- 数量差が大きい商品を優先して確認する
(2)金額への影響が大きい商品から確認する
- 高単価商品や在庫金額の大きい商品を確認する
(3)差異が出やすい商品・エリアを確認する
- 過去に差異が多かった商品・エリアを重点的に確認する
(4)差異率の結果を記録する
- 差異率の結果は記録し、次回棚卸と比較できるようにする
差異率を算出したら、あわせて目標値も設定しておくことも有効です。
目標値が明確になることで、従業員が日常業務の中で差異の発生を防ぐ意識を持ちやすくなります。
一般的には、差異率は数%以内に抑えることを目安とするケースが多く、10%を超える場合は在庫管理体制の見直しが必要と考えられます。
差異率は「計算して終わり」にするのではなく、改善の優先順位を決める指標として活用し、原因分析や再発防止策につなげましょう。
2-3-2.差異を原因分析し、再発予防策を決める
棚卸後に差異が見つかった場合は、原因を分析し、再発防止策まで決めておきましょう。
なぜなら、差異を「棚卸でズレた」で終わらせてしまうと、次回の棚卸でも同じズレが繰り返され、棚卸の負担が減らないからです。
棚卸の効率化は、作業を早くすることだけでなく、差異を減らして「修正作業」を減らすことが重要です。
差異が発生する場面は、主に以下の4つがあげられます。
| 場面例 | 原因例 |
|---|---|
| 日常の入出庫処理時 |
|
| 仕入・納品時 |
|
| 実地棚卸時 |
|
| 日常の在庫管理 |
|
例えば、帳簿上の在庫が増えているのに現物がない場合は「入出庫処理のタイムラグ」や「入力ミス」が疑われます。
一方で、現物はあるのに帳簿に反映されていない場合は「記録漏れ」や「棚卸対象外の混在」などが原因になりやすいでしょう。
このように原因が分析できたら、具体的な再発予防策を決めていきます。
再発予防策の決め方は、以下の3つのステップで行うと効果的です。
(1)原因が「人・ルール・仕組み」のどこに問題があるのか分類する
- 人が問題:作業者の不注意・思い込み
- ルールが問題:決まりが曖昧 / 統一されていない
- 仕組みが問題:フロー・システム・管理設計そのものに問題がある
(2)「注意」ではなく「仕組みで防ぐ」方法を考える
(3)「誰が・いつ・どう確認するか」を明確にする
再発予防策は、原因が「人・ルール・仕組み」のどこにあるのかを整理したうえで、「注意」ではなく「仕組み」で防ぐ方法を検討します。
さらに、「誰が・いつ・どのように確認するのか」を具体かし、業務フローに組み込むことが重要です。
原因別の対策例は以下のようになります。
(例)【入出庫処理時】入出庫の入力漏れがある
(1)原因を分類する
- 原因は人(忙しさや後回しによる記録忘れ)
(2)仕組みで防ぐ
- 当日入力を徹底する
- 未処理データを自動抽出し、毎日確認する仕組みをつくる
(3)誰が・いつ・どう確認するかを明確にする
- 担当者が毎日終業前に未処理一覧を確認する
- 月1回、責任者が入力漏れ件数をチェックする
(例)【実施棚卸時】箱 / バラ / セットの単位が統一されていない
(1)原因を分類する
- 原因はルール(在庫管理単位が曖昧)
(2)仕組みで防ぐ
- 在庫管理上の基準単位を1つに統一
- システム上で単位を固定する
(3)誰が・いつ・どう確認するかを明確にする
- 入荷登録時に担当者が単位を確認する
- 月次棚卸で単位違いがないか責任者がチェックする
(例)【日常の在庫管理】棚番・ラベル表示が整備されていない
(1)原因を分類する
- 原因は仕組み(在庫の置き場所の管理設計が不十分)
(2)仕組みで防ぐ
- 棚番、置き場所の番号をすべての棚に付与する
- 統一フォーマットの棚ラベルを作成する
(3)誰が・いつ・どう確認するかを明確にする
- 倉庫責任者が棚ラベルの設置状況を確認する
- 倉庫責任者が月次棚卸前に在庫置き場所一覧と現場を照合する
これにより、次回の棚卸の精度が上がり、結果的に棚卸作業の効率化につながります。
【棚卸時間の短縮と精度向上を両立】棚卸改善セミナーで、専門家から直接改善ノウハウを学ぶ
3.棚卸作業の効率化(2)ツールやシステム導入による改善

ここまで、棚卸を効率化するための「運用面の改善」について解説してきました。
この章では、ツールやシステムの導入について触れていきます。
運用面を整え、さらに効率化を進めたい企業はもちろん、「運用面に大きな課題はないが、もっと作業時間を短縮したい」という企業にも、ツールやシステムの導入は有効です。
| ツール・システム | バーコード | RFID | IoT重要計 |
|---|---|---|---|
| 初期費用 | 低 (約1〜10万円) | 中〜高 (約30万〜200万円) | 中 (約10万〜50万円※1) |
| 導入準備期間 | 短 (数日〜数週間) | 中〜長 (数週間〜数ヶ月) | 中 (数週間) |
| 導入のしやすさ | ★★★ | ★★ | ★★ |
| 棚卸方法 | 1つずつ読み取り | 一括読み取り | 重量で自動算出 |
| 主な強み | 低コストで始められる | 棚卸時間を大幅短縮 | 微細部品を自動管理 |
※1:1台の費用。台数により変動。
| 効率化手段 | 向いているケース |
|---|---|
| バーコード | 在庫点数がそれほど多くなく、まずは低コストで棚卸を効率化したい場合 |
| RFID | 在庫点数が多く、棚卸時間を大幅に短縮したい場合 |
| IoT重量計 | ネジ・ボルトなどの細かい部品を、自動で数量管理したい場合 |
それでは、1つずつご紹介していきます。
3-1.【導入しやすさ★★★】バーコードを導入する
最初にご紹介するのは、バーコード(QRコードを含む)の活用です。
| 費用 | 低(比較的安価に導入可能) |
|---|---|
| 導入のしやすさ | ★★★(専用機器が少なく、始めやすい) |
| メリット |
|
| デメリット |
|
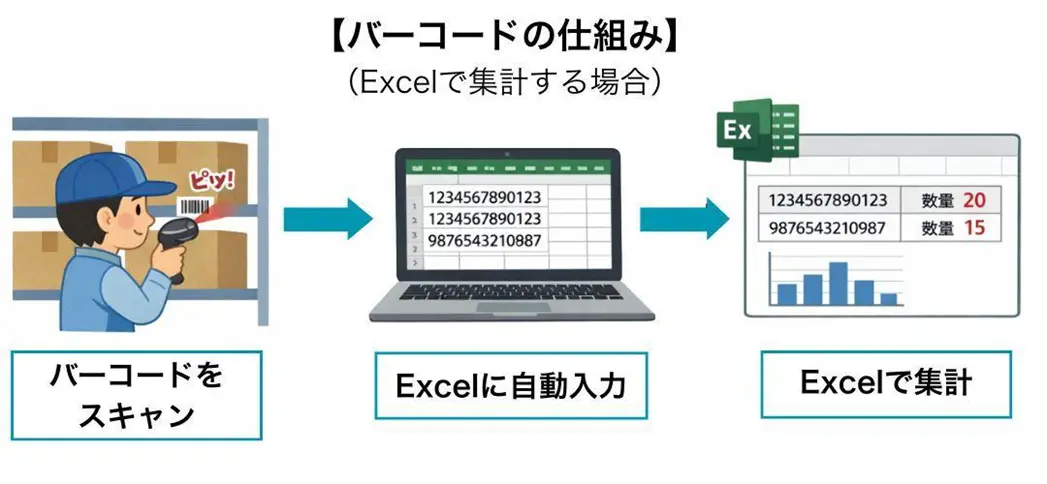
バーコードはExcelを使って自社で作成することができるため、比較的低コストで導入しやすいです。
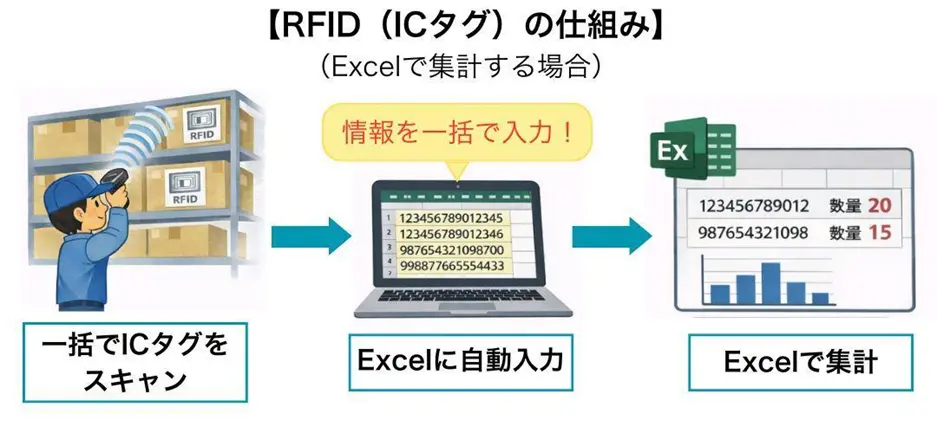
棚卸時はスキャナーで読み取るだけで済むため、手入力や転記の手間を減らせるうえ、入力ミスの防止にもつながります。
多くのバーコードスキャナーは「キーボード入力」と同じように動作します。
Excelで入力欄(セル)を1つ選択しておけば、あとはバーコードを連続で読み取るだけで情報(商品コードなど)が自動入力されます。
バーコードが向いているケースは以下の通りです。
【向いている現場】
- 在庫点数が数百〜数千点規模で、極端に多くはない
- 既存のExcelや在庫管理システムを活用しながら改善したい
- 目視確認を併用した管理を行っている
【向いている課題】
- 棚卸作業に半日〜1日程度かかっている
- 入力ミスや転記ミスを減らしたい
【向いている目的】
- 初期費用を抑えながら効率化を始めたい
- 大きなシステム変更をせず、改善したい
下記が必要となる物品と費用の例になります。
| 必要な項目 | 費用例 |
|---|---|
| ラベル用紙 | ・数千円 |
| ラベルプリンター | ・1〜5万円 |
| バーコードリーダー | ・5,000〜3万円 |
導入の流れは以下の通りです。
- バーコード管理の対象とする在庫を明確にする
- 商品ごとに自社で識別するための管理番号を決め、重複しないよう統一する
- バーコードを生成・印刷する(Excelやバーコード生成ツールを使用)
- 貼付位置を統一して、ラベリングする
- スキャナーと在庫管理システムを連携・設定する
- 試験運用を行い、読み取り精度や運用ルールを確定する。
各ステップの具体的な設定方法や、Excelでのバーコードの作成手順については、「【画像付】エクセルでバーコード・QRコードを作成する完全ガイド」を参考にしてください。
3-2.【導入しやすさ★★】RFID(ICタグ)
次にご紹介するのは、RFID(ICタグ)です。
| 費用 | 中〜高(タグ・リーダー・システム導入が必要) |
|---|---|
| 導入のしやすさ | ★★(機器設定やシステム連携が必要) |
| メリット |
|
| デメリット |
|
RFIDとは、電波を使ってタグの情報を読み取る仕組みのことで、リーダーをかざすだけで複数のタグをまとめて読み取れる点が大きな特徴です。
また数メートルから数十メートル距離が離れていてもデータの読み取りが可能なため、高い棚の上などに置かれた商品まで読み取ることできます。
これによって、棚卸の時間を大幅に削減することができるのです。
RFIDが向いているケースは以下の通りです。
【向いている現場】
- 在庫点数が多く、大量の商品や資産を管理している
- 商品や資産の出入りが多く、在庫の動きが頻繁に発生する
- 紫外線・雨・粉じんなどの影響を受けない屋内で在庫を管理している
- 1点ずつICタグを取り付けられる在庫を管理している(段ボールや袋も含む)
【向いている課題】
- 棚卸作業に時間がかかりすぎている
- 棚卸頻度が高く、作業負担が大きい
- 在庫のズレや紛失が発生しやすい
【向いている目的】
- 棚卸作業の工数を大幅に削減したい
- 高額商品・重要資産など、管理精度を高めたい
ただし、RFIDを導入するには、ICタグ、専用のリーダーや管理用のソフトやアプリが必要となるためコストがかかります。
下記が必要となる物品と費用の例になります。
| 必要な項目 | 費用例 |
|---|---|
| RFIDタグ(ICタグ) |
|
| RFIDリーダー |
|
| ソフトウェア |
|
導入の流れは以下の通りです。
- RFIDの管理対象となる在庫を明確にする
- タグの種類を選定する
- リーダー・アンテナの設置場所を設定する
- RFIDタグを在庫に取り付ける
- 在庫管理システムと連携・設定する
- 読み取りテストを実施し、精度を確認する
RFIDはとても便利な在庫管理方法ですが、使用できる環境と対象には一定の条件があります。
「一度に大量に読み取れる」という特徴だけで導入すると、環境・対象が合わず、自社の在庫管理には適していなかったという結果になりかねません。
また、RFIDの読み取り結果だけに頼らず、自分自身の目での確認することも重要です。
システムの結果を適切に確認することで、棚卸の精度はより安定し、効率化にもつながります。
RFIDを導入する場合は、自社の在庫や運用に適しているかを事前に確認し、まず一部の在庫やエリアから小規模に始めることをお勧めします。
より詳しくRFIDのメリットやデメリットも踏まえて知りたい方は、「RFIDによる在庫管理のメリット・デメリット」をご覧ください。
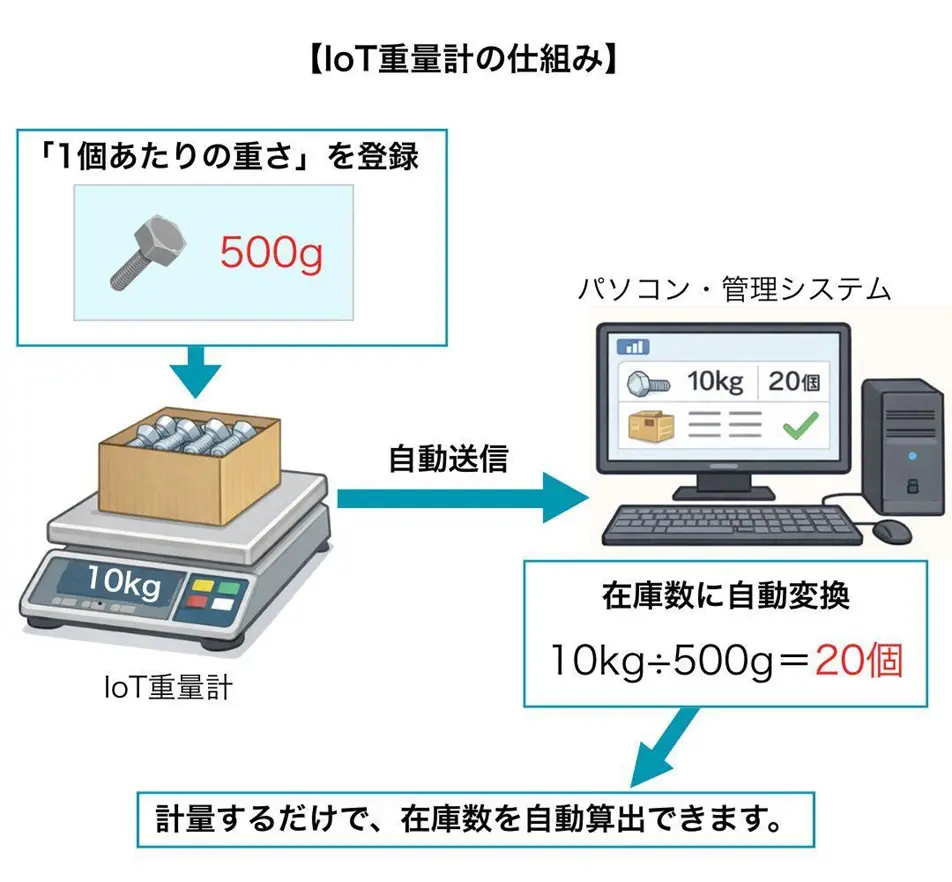
3-3.【導入しやすさ★★】IoT重量計
3つ目にご紹介するのは、IoT(Internet of Things)重量計の活用です。
loT重量計とは、重量を自動で測定し、そのデータをパソコンや管理システムに送信できる計測機器のことをさします。
| 費用 | 中〜高(IoT重量計本体+月額通信費がかかる) |
|---|---|
| 導入のしやすさ | ★★ |
| メリット |
|
| デメリット |
|
あらかじめ「1個あたりの重さ」を登録しておけば、重量から在庫数を自動で算出できる点が大きな特徴です。
IoT重量計は、在庫を重量センサーの上に置いたまま管理する仕組みです。
在庫を出し入れすると重量が変化し、その差分から在庫数が自動で計算されます。
そのため、倉庫に行って在庫を数え直す必要がなくなり、管理画面から現在の在庫数を確認できるようになります。
ネジ・部品・資材など、同じ形状の在庫を大量に管理している企業や、棚卸の回数を増やして在庫のズレを防ぎたい企業にとって有効な手段となるでしょう。
一方で、IoT重量計は測定対象によっては誤差が出やすく、商品ごとの重量登録や運用ルールの整備も必要です。
以下が、IoT重量計が向いているケースです。
【向いている現場】
- ネジ・部品・資材など同じ形状の在庫を大量に管理している
- 液体・粉体・小物など、数量を数えにくい在庫を管理している
- 数えるのに時間がかかる小物・バラ物が多い
- 頻繁に在庫管理が必要な現場
【向いている課題】
- 棚卸頻度が高く、毎回の作業時間がかかっている
- 在庫ズレを減らすために在庫数をこまめに把握したい
- 在庫確認のために現場へ行く手間を減らしたい
【向いている目的】
- 重量から在庫数を自動算出して、計数作業を効率化したい
- 計量データを自動で記録し、入力ミスを減らしたい
- 在庫数をリアルタイムで把握できる仕組みを構築したい
下記は、導入する際に必要となる物品と費用の例になります。
| 必要な項目 | 費用例 |
|---|---|
| IoT重量計(本体) |
|
| 通信環境 |
|
| 管理ソフト / クラウド利用料 |
|
導入の流れは以下の通りです。
- IoT重量計管理の対象となる在庫を明確にする
- 対象在庫の単位重量を測定・登録する
- 重量計の設置場所を決める
- 通信環境・クラウド設定を行う
- 在庫管理システムと連携する
- 試験運用を行う
IoT重量計は、重量を利用して在庫数を自動算出できるため、人手による計数作業を減らし、在庫管理の効率化に役立つ仕組みです。
特に、小物や部品など数量管理が難しい在庫や、棚卸頻度が高い現場では大きな効果が期待できます。
まず一部の商品を絞って試験導入し、精度や運用のしやすさを確認しながら進めるとよいでしょう。
より詳しくIoT重量計について知りたい方は、「在庫管理を自動化する「IoT重量計」のメリット・特徴」をご覧ください。
ここまで、運用面の見直しとツールやシステムの導入について解説してきました。
でも自社に合った方法を選ぶのは難しいですよね。
自社に合っていないツールなどを選択してしまうと、失敗につながってしまいます。

在庫管理110番では、毎月【2社限定】で在庫管理の個別相談を行っています。
相談で得られるものは以下の通りです。
- 今の在庫管理が、どの失敗ルートに入っているのか
- システムで解決すべき問題か、運用で解決すべき問題か
- もし導入するなら、どこまでを仕組みに任せるべきか
この個別相談では、まず在庫がどのように扱われているのかを1つずつ整理していきます。
- 誰がどのタイミングで在庫数を見ているのか
- 現場・事務・経営で、見ている在庫は同じか
- ズレが起きたとき、どこで気づいているのか
これらを1つずつ整理していくと、「問題だと思っていた点」と「本当の原因」がズレていることに気づきます。この整理を経て初めて、どこまでをシステムに任せ、どこを人の判断として残すのかが見えてくるのです。
そのうえで、低コストで自社に必要な機能を持ったシステムをご提案させていただきます。
まずは気軽にご相談ください。
4.まとめ
ここまで、棚卸を効率化するために必要な考え方と具体策をご紹介してきました。
棚卸を効率化するためには、まず自社の課題がどこにあるのかを整理することが大切です。
棚卸前・当日・棚卸後の流れを見直し、作業をマニュアル化するだけでも、数え漏れや入力ミスを減らし、作業時間を短縮できるケースは少なくありません。
そのうえで、在庫点数や作業負担に応じて、バーコードやRFIDなどを導入すれば、棚卸の効率化はさらに進みます。
ぜひ本記事で紹介したチェックリストを活用し、自社が棚卸でつまずいているポイントを整理するところから始めてみてください。
棚卸改善セミナー
在庫管理110番では、棚卸の精度と時間短縮を両立することができるノウハウを伝える「棚卸改善セミナー」を定期的に開催しています。
コンサルティングの現場で、効果実証済みのポイントを明日から実践できるように分かりやすくお伝えします。
少人数制なので、講師に質問がしやすいと好評です。
また、受講者特典として、在庫管理アドバイザーへの無料個別相談、棚卸にすぐに使えるオリジナルテンプレート7点をプレゼントします。
東京・大阪・名古屋、オンラインで開催中
在庫管理に関するご相談、お問い合わせ
在庫管理110番は、在庫管理の専門家です。今回解説した棚卸のことだけではなく、
- 自社の在庫をどのように管理すればよいのか、
- 在庫管理システムを導入したほうが良いか、、、在庫管理システムを導入しているもののうまく活用できていない
- 問題が多すぎて、何から手を付けて良いかが分からない
といったような在庫管理全般のお悩みにワンストップで対応します。
在庫管理アドバイザーが無料で、あなたのお悩みの解決のためにアドバイスします。
色々な問題があって、何から手を付けて良いのかわからない・・・といったざっくりとしたお悩みでも構いません。 無料個別相談も実施中です。ぜひお気軽にご相談ください。
在庫管理アドバイザーが回答します